
{kind=link}
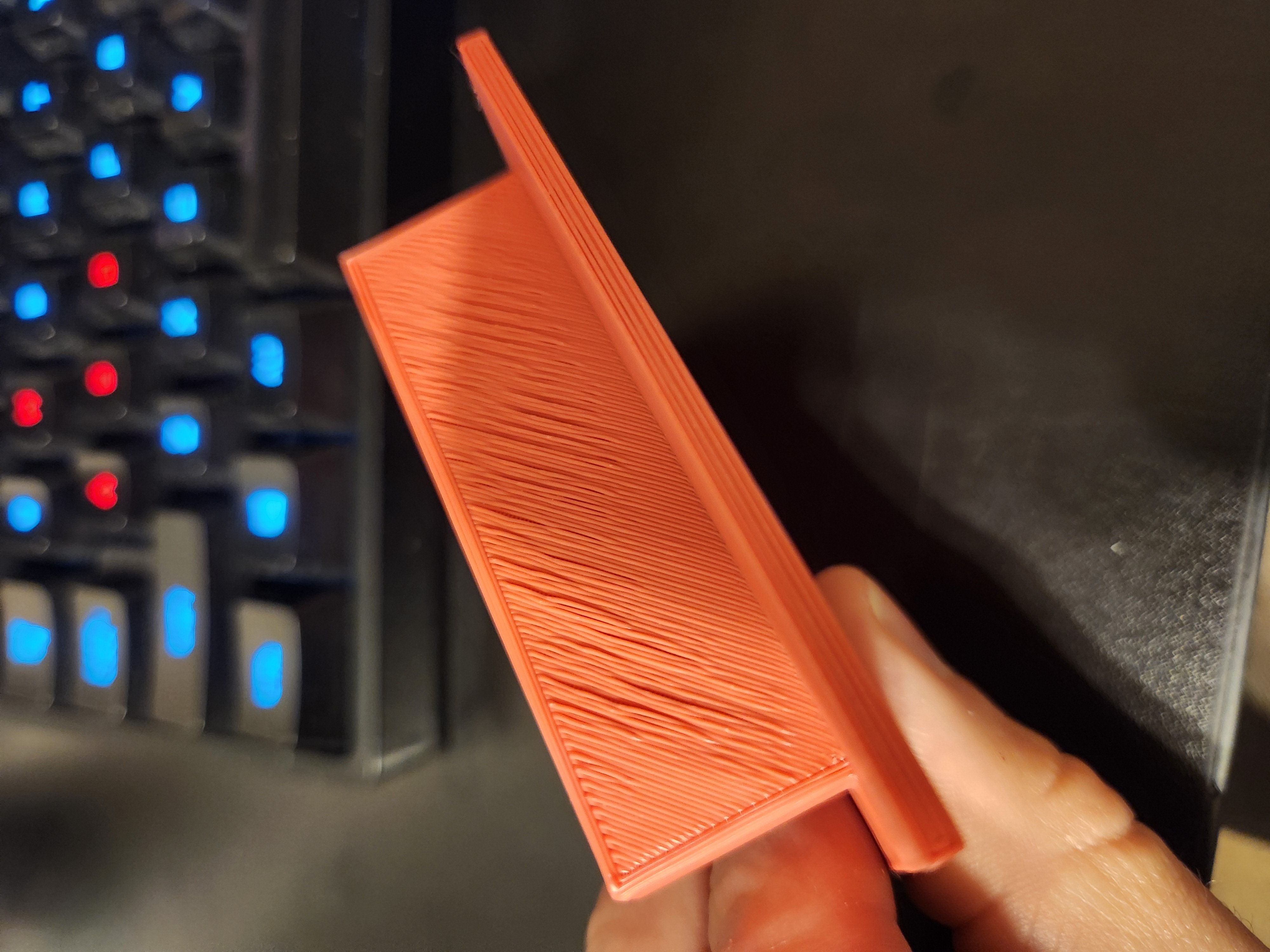
I’ve been getting some problem layers with this filament, especially on flat pieces like this. The first layer is always good, but flat layers (top and bottom) that are not on the bed are not great, like the filament is sagging and not connecting to the lines next to it, regardless of if they are supported or not. This one was a flat layer (completely horizontal) that was fully supported with the zigzag supports from the sovol version of cura.
I know ideally I wouldn’t have totally flat overhangs like this but with the piece I want to print there isn’t really a way around that other than printing multiple flat parts and gluing them together.
I am using a Sovol sv06 and overture PLA. I did not have this issue with the sovol silk silver pla.
I’ve tried leveling my bed again and I think mu z offset is OK because the first layers look good. Currently I’m printing another temp tower and will try some other calibration pieces but any help is appreciated
You are underextruding, but it would also help if you add few more top layers. You have gaps in walls as well. You might be underextruding due to wrong flow (or esteps) or too low temp, but there are other possible reasons as well. Try printing at 105% flow
And one more thing, you said your first layer is always good. It can be good because you have perfect nozzle/bed distance and flow, BUT it can also look good if your distance is wrong and you compensate it with flow. So you might need to increase both flow and distance. You can also change flow for first layer only or change flow after first layer
For calibration you need temp tower and flow tower. You can just print hollow single wall cube with no top/bottom to make it quick print. Keep in mind that PLA especially quality one is quite forgiving so temp tower might look the same at all heights. Meassuring diameter and tuning flow will probably solve your problem
Thank you for the information! I did do a temp tower and the layers do look similar but there seemed to be a sweet spot with less sagging and stringing at 200C so I’m printing there. I have not done a flow tower so I will try that and see if I can get the flow calibrated, and re-do my z-offset and bed leveling stuff.
I am very new to 3d printing (less than a month) so I’m still trying to figure out all the things I can troubleshoot. This is very helpful!